



Kína OEM egyedi gömbgrafitos öntöttvas alkatrész héjformás öntvény termékekkelCNC megmunkálás, hőkezelés és felületkezelés.
A gömbgrafitos öntöttvas mechanikai tulajdonságai | ||||||||
| DIN EN 1563 szerinti cikk | Mértékegység | HU-GJS-350-22-LT | EN-GJS-400-18-LT | HU-GJS-400-18 | HU-GJS-500-7 | HU-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Szakítószilárdság | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% hozamerősség | Rp 0,2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Megnyúlás | egy % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Keménység | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Struktúrák | főleg ferrites | főleg ferrites | főleg ferrites | ferrit + perlit | ferrit + perlit | főleg perlit | csupa perlit | |
| Nyírófeszültség | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Csavarodás | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Rugalmassági modulok | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Poisson szám | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Nyomószilárdság | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Törési szívósság | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Sűrűség | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Kagylóformázó öntésAz eljárást előre bevont gyanta homoköntési eljárásnak, forró héjú öntvényöntvénynek vagy magöntési eljárásnak is nevezik. A fő formázóanyag az előre bevont fenolgyanta homok, amely drágább, mint a zöldhomok és a furángyanta homok. Ráadásul ezt a homokot nem lehet újrahasznosítani.
A furángyantával önkeményedő homoköntési eljárás (nobake eljárás) a furángyantával bevont homokot használja az öntőforma kialakításához. Miután az eredeti homokot (vagy újrahasznosított homokot), a folyékony furángyantát és a folyékony katalizátort egyenletesen összekeverte, és a magdobozba (vagy homokozóba) töltötte, majd a magdobozban (vagy homokba) húzza meg, hogy megkeményedjen formává vagy formává. doboz) szobahőmérsékleten. Ezután kialakult az öntőforma vagy öntőmag, amit önkeményítő hidegmagos dobozformázásnak (mag), vagy önkeményedési módszernek (mag) neveznek.
Mivel a forma szobahőmérsékleten jön létre, és nem kell melegíteni, az önkeményedő homoköntést sütés nélküli öntési eljárásnak is nevezik. Az önkeményedési módszer felosztható savkatalizált furángyanta és fenolgyanta homok önkeményedési módszerre, uretángyanta homokos önkeményedési módszerre és fenolos monoészter önkeményedési módszerre.
Önkeményedő hidegdobozos kötőanyagként a furángyanta homok a legkorábbi és jelenleg legszélesebb körben használt szintetikus kötőanyag homok a kínai öntödékben. A fröccsöntő homokba adagolt gyanta mennyisége általában 0,7-1,0%, a maghomokban pedig általában 0,9-1,1%. A furángyanta szabad aldehid tartalma 0,3% alatt van, és egyes gyárak 0,1% alá csökkentek. A kínai öntödékben a furángyanta önkeményedő homok a gyártási folyamattól és az öntvények felületi minőségétől függetlenül elérte a nemzetközi szintet.
A gömbgrafitos öntöttvas, amelyet gömbgrafitos öntöttvasnak vagy röviden csak SG vasnak is neveznek, az öntöttvas egy csoportja. A gömbölyű öntöttvas gömbgrafitot nyer gömbölyűvé és inokulációs kezeléssel, ami hatékonyan javítja az öntöttvas mechanikai tulajdonságait, különösen a plaszticitást és a szívósságot, hogy nagyobb szilárdságot érjen el, mint a szénacél.
A gömbgrafitos öntvények jobb ütéselnyelő képességgel rendelkeznek, mint a szénacél, míg a szénacél öntvények sokkal jobb hegeszthetőségűek. És bizonyos mértékig a képlékeny vasöntvények kopás- és rozsdaálló tulajdonságokkal rendelkezhetnek. Így a gömbgrafitos öntvény felhasználható egyes szivattyúházakhoz vagy vízellátó rendszerekhez. Azonban továbbra is óvintézkedéseket kell tennünk a kopás és a rozsda elleni védelem érdekében.
A gömbgrafitos öntöttvas nem egyetlen anyag, hanem egy olyan anyagcsoport része, amely a mikrostruktúra szabályozásával sokféle tulajdonsággal állítható elő. Ennek az anyagcsoportnak a közös jellemzője a grafit alakja. A gömbgrafitos vasaknál a grafit nem pelyhek, hanem csomók formájában van jelen, mint a szürkevasban. A grafit pelyhek éles formája feszültségkoncentrációs pontokat hoz létre a fémmátrixon belül, a csomók lekerekített alakja pedig kevésbé, így gátolja a repedések kialakulását és biztosítja az ötvözet nevét adó fokozott rugalmasságot. Általánosságban elmondható tehát, hogy ha a gömbgrafitos öntöttvas megfelel az Ön igényeinek, a gömbgrafitos öntöttvas lehet az első választása a szénacél helyett az öntvényekhez.

| Gyantával bevont homoköntés fém és ötvözetek | |
| Fémek és ötvözetek | Népszerű fokozat |
| Szürke öntöttvas | GG10-GG40; GJL-100 ~ GJL-350; |
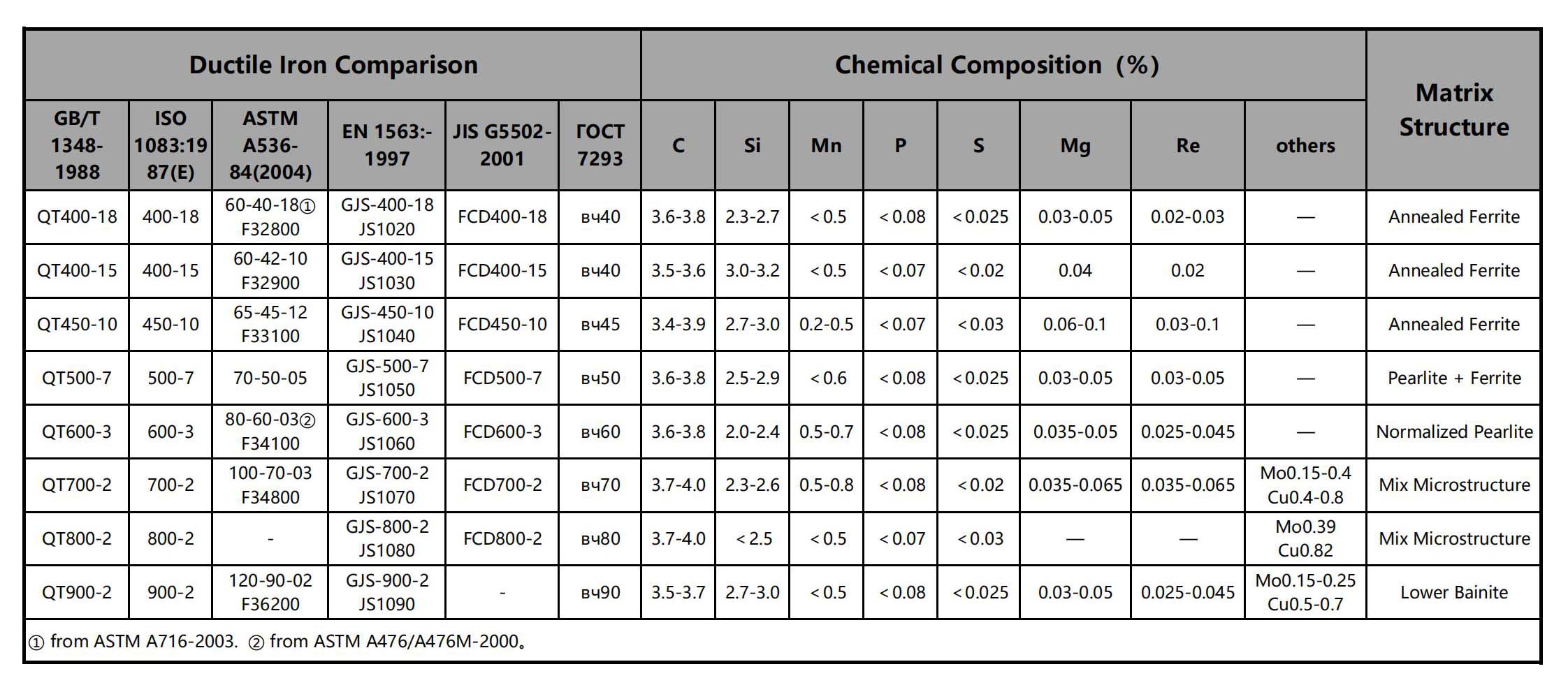
| Képlékeny (csomós) öntöttvas | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Ausztempered gömbgrafitos öntöttvas (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Szénacél | C20, C25, C30, C45 |
| Ötvözött acél | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Rozsdamentes acél | Ferrites rozsdamentes acél, martenzites rozsdamentes acél, ausztenites rozsdamentes acél, csapadékkeményedés rozsdamentes acél, duplex rozsdamentes acél |
| Alumíniumötvözetek | ASTM A356, ASTM A413, ASTM A360 |
| Sárgaréz / réz alapú ötvözetek | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Szabvány: ASTM, SAE, AISI, GOST, DIN, EN, ISO és GB | |
A furángyanta bevonatú homokos önkeményítő öntvény előnyei:
1) Javítsa az öntvények méretpontosságát és a felület érdességét.
2) A forma (mag) homok keményedése nem igényel szárítást, amivel energia takarítható meg, emellett olcsó fa vagy műanyag magdobozok, sablonok is használhatók.
3) Az önkeményítő formázóhomok könnyen tömöríthető és összeomlik, az öntvények könnyen tisztíthatók, a régi homok pedig újrahasznosítható és újrafelhasználható, ami nagymértékben csökkenti a magkészítés, modellezés, homokhullás, tisztítás és egyéb kapcsolatok munkaintenzitását, és könnyen megvalósítható a gépesítés vagy automatizálás.
4) A gyanta tömeghányada a homokban csak 0,8% ~ 2,0%, és a nyersanyagok átfogó költsége alacsony.
Mivel az önkeményedési módszer számos fent említett egyedi előnnyel rendelkezik, az önkeményedési módszert nem csak magkészítésre használják, hanem öntőformázásra is. Különösen alkalmas egy darabos és kis tételes gyártásra, öntöttvas, öntött acél és színesfém ötvözet öntvények előállítására. Egyes kínai öntödék teljesen lecserélték az agyagszáraz homokformákat, a cementhomokformákat és részben lecserélték a vízüveg homokformákat.

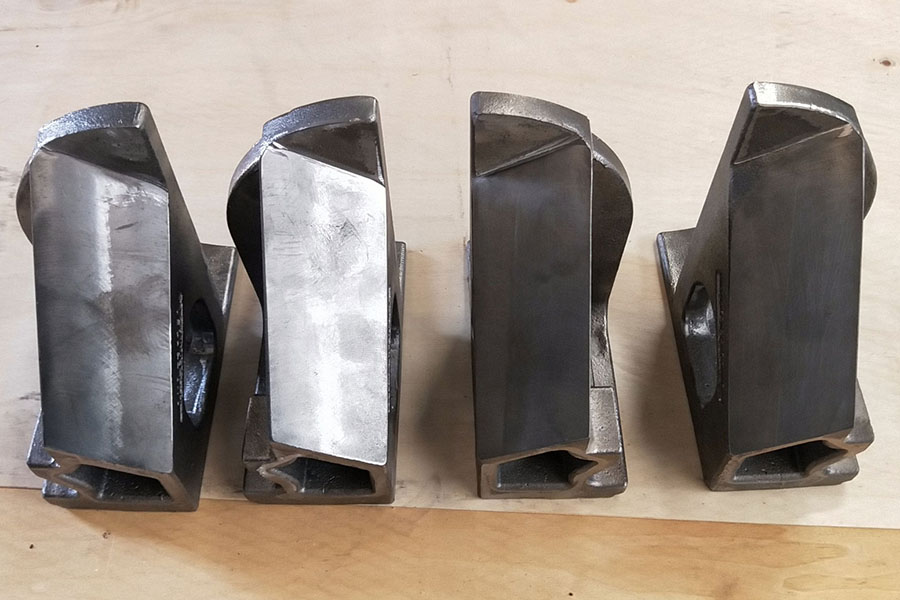

Képlékeny öntöttvas alkatrészek







{kind=link}