

A homoköntéshez zöld homokot (nedves homokot) vagy száraz homokot használnak az öntőrendszerek kialakításához. Azöld homok öntésa történelem legrégebbi öntési eljárása. A forma elkészítésekor fából vagy fémből készült mintákat kell készíteni az üreges üreg kialakításához. Az olvadt fém ezután az üregbe öntve lehűlés és megszilárdulás után öntvényeket képez. A homoköntés olcsóbb, mint más öntési eljárások mind a formafejlesztés, mind az egységöntési alkatrész esetében. A homoköntés mindig a zöld homoköntést érti (ha nincs külön leírás). Napjainkban azonban a többi öntési folyamat is a homok felhasználásával készül a forma. Saját nevük van, mint plhéjforma öntés, furángyantával bevont homoköntés (sütéses típus nélkül),elveszett hab öntésés vákuumöntés.
Különféle öntvénytípusokat kínálunk az Ön választása szerint. A projekt nem kötelező folyamatának része lesz az Ön igényeinek legjobban megfelelő öntési folyamat kiválasztása. A legnépszerűbb forma a homoköntés, amely magában foglalja a kész darab (vagy minta) másolatának elkészítését, amelyet homokkal és kötőanyag-adalékanyagokkal préselnek össze a végső öntvény kialakítása érdekében. A mintát a forma vagy lenyomat kialakítása után eltávolítják, és a fémet egy csúszórendszeren keresztül vezetik be, hogy kitöltsék az üreget. A homokot és a fémet szétválasztják, az öntvényt megtisztítják és készre szállítják a vevőnek.
Homoköntés VS Shell formaöntés:
Mind a homoköntés, mind a héjforma öntés a homokot használja az üreges üreg kialakításához az öntéshez. A különbség az, hogy a homoköntéshez zöld homokot vagy száraz homokot használnak (az elveszett haböntés és a vákuumöntés a száraz homokot használja a penész előállításához), míg a héjas öntésnél a gyantával bevont homokot használják az öntőrendszerek elkészítéséhez. A bevont homokot nem lehetett újra felhasználni. A héjforma öntvények azonban sokkal jobb minőségűek, mint az öntvényekhomok öntvények.
Homoköntés VS Investment Casting:
Ez a két öntési eljárás különbözik a minták készítéséhez használt formázóanyagokban.Befektetési öntésa viaszt használja fel a viaszmásolatok előállításához (ezért nevezik elveszett viaszöntvénynek is), amelyek mérete és mérete megegyezik a kívánt öntvényekkel. Ezután a viaszmásolatokat homokkal és kötőanyagokkal (általában szilícium-dioxiddal vagy vízüveggel) vonják be, hogy erős héjat képezzenek az olvadt fémöntéshez. Míg a homoköntvény általában zöld homokot vagy száraz homokot alkalmaz egy üreges üreg kialakításához, amelynek mérete és mérete megegyezik a kívánt öntvényrészekkel. Mind a homoköntési, mind a beruházási öntési eljárásokhoz a homok és a viasz újra felhasználható. A befektetett öntvények felületi, geometriai és méretpontossága általában sokkal jobb, mint a homoköntvényeké.
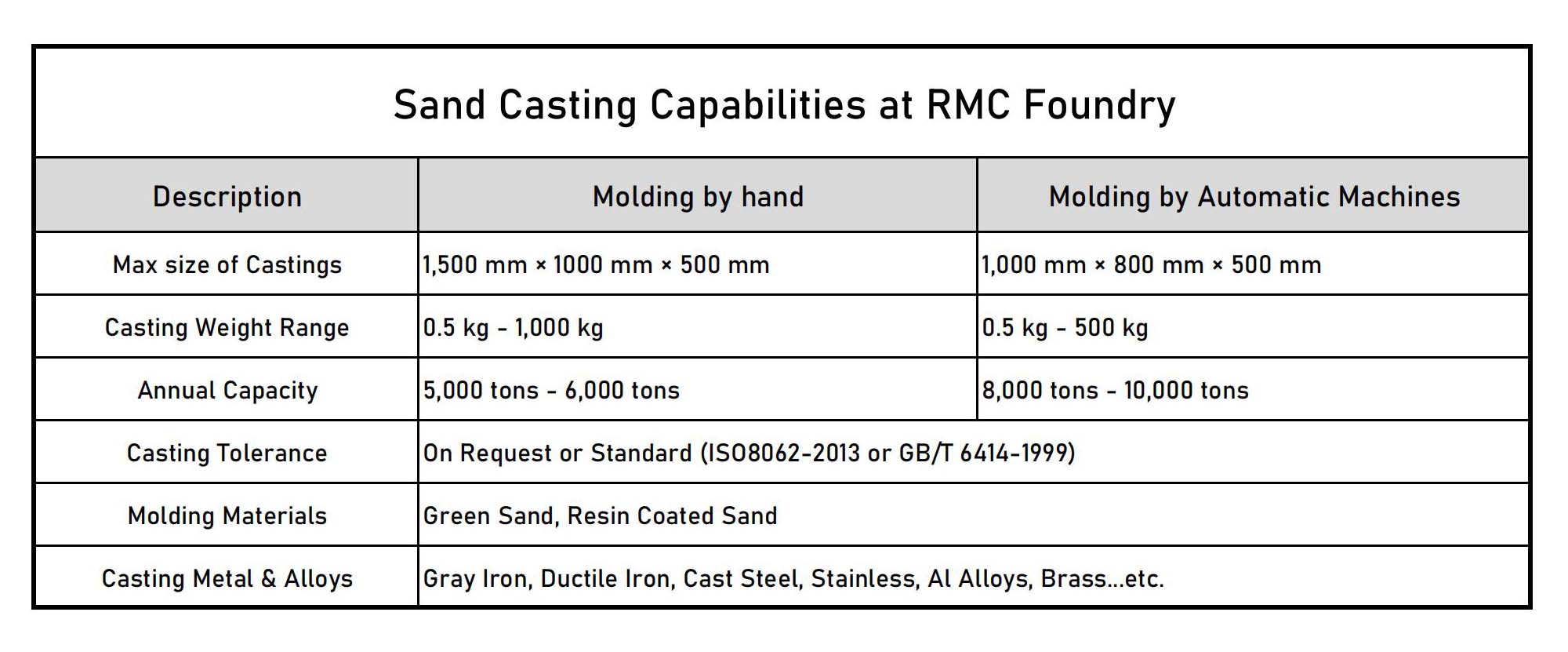
Az öntési tűrések méretbeli öntési tűrésekre (DCT) és geometriai öntési tűrésekre (GCT) vannak felosztva. Öntödénk szívesen beszél Önnel, ha különleges kérése van a szükséges tűrésekkel kapcsolatban. Az alábbiakban bemutatjuk azokat az általános tűréshatárokat, amelyeket zöldhomoköntéssel, héjformás öntéssel és sütés nélküli furángyanta homoköntéssel érhetünk el:
✔ DCT fokozat zöld homoköntéssel: CTG10 ~ CTG13
✔ DCT fokozat Shell formaöntéssel vagy furángyanta homoköntéssel: CTG8 ~ CTG12
✔ GCT fokozat zöld homoköntéssel: CTG6 ~ CTG8
✔ GCT fokozat Shell formaöntéssel vagy furángyanta homoköntéssel: CTG4 ~ CTG7
A homoköntési eljárás előnyei
1- Alacsony költség olcsó és újrahasznosítható öntőanyagai és egyszerű gyártóberendezései miatt.
2- Széles súlytartomány 0,10 kg-tól 500 kg-ig vagy még nagyobb.
3- Különféle szerkezetek az egyszerű típustól az összetett típusig.
4- Alkalmas különböző mennyiségű gyártási követelményekhez.
| Anyagok homoköntési folyamathoz az RMC öntödében | |||
| Kategória | Kínai fokozat | US fokozat | Németország fokozat |
| Ferrites rozsdamentes acél | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1,4000, 1,4005, 1,4008, 1,4016, GX22CrNi17, GX4CrNi13-4 |
| Martenzites rozsdamentes acél | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1,4021, 1,4027, 1,4028, 1,4057, 1,4059, 1,4104, 1,4112, 1,4116, 1,4120, 1,4122, 1,4125 |
| Ausztenites rozsdamentes acél | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960. 1,4435, 1,4436, 1,4539, 1,4550, 1,4552, 1,4581, 1,4582, 1,4584, |
| Csapadékkeményedés rozsdamentes acél | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex rozsdamentes acél | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1,4460, 1,4462, 1,4468, 1,4469, 1,4517, 1,4770 |


Homokformázó öntöde






{kind=link}