
A szürke és a gömbgrafitos vas egyaránt önthető volthomok öntési folyamat, héjformázó öntési eljárás (gyantával bevont homok), veszetthab öntés, vákuumöntés és befektetési öntés. A homoköntés az egyik legnépszerűbb és legegyszerűbb öntési forma. A homoköntés kisebb tételeket tesz lehetővé, mint az állandó öntőformás öntés, és nagyon kedvező áron. Ez a módszer nemcsak lehetővé teszi a gyártók számára, hogy alacsony költséggel készítsenek termékeket, hanem a homoköntésnek más előnyei is vannak, például nagyon kis méretű műveletek. A homoköntés lehetővé teszi a legtöbb fém öntését is, attól függően, hogy milyen homokot használtak a formákhoz. A héjformázó öntési folyamatot előre bevont gyanta-homoköntési eljárásnak, meleghéj-öntvény-öntvénynek vagy magöntési eljárásnak is nevezik. A fő formázóanyag az előre bevont fenolgyanta homok, amely drágább, mint a zöldhomok és a furángyanta homok. Ráadásul ezt a homokot nem lehet újrahasznosítani. A héjformázó vasöntvény alkatrészek költsége magasabb, mint a homoköntésé. Azonban ahéjformázó öntvény alkatrészekszámos előnye van, mint például a szűkebb mérettűrés, a jó felületminőség és a kevesebb öntési hiba.

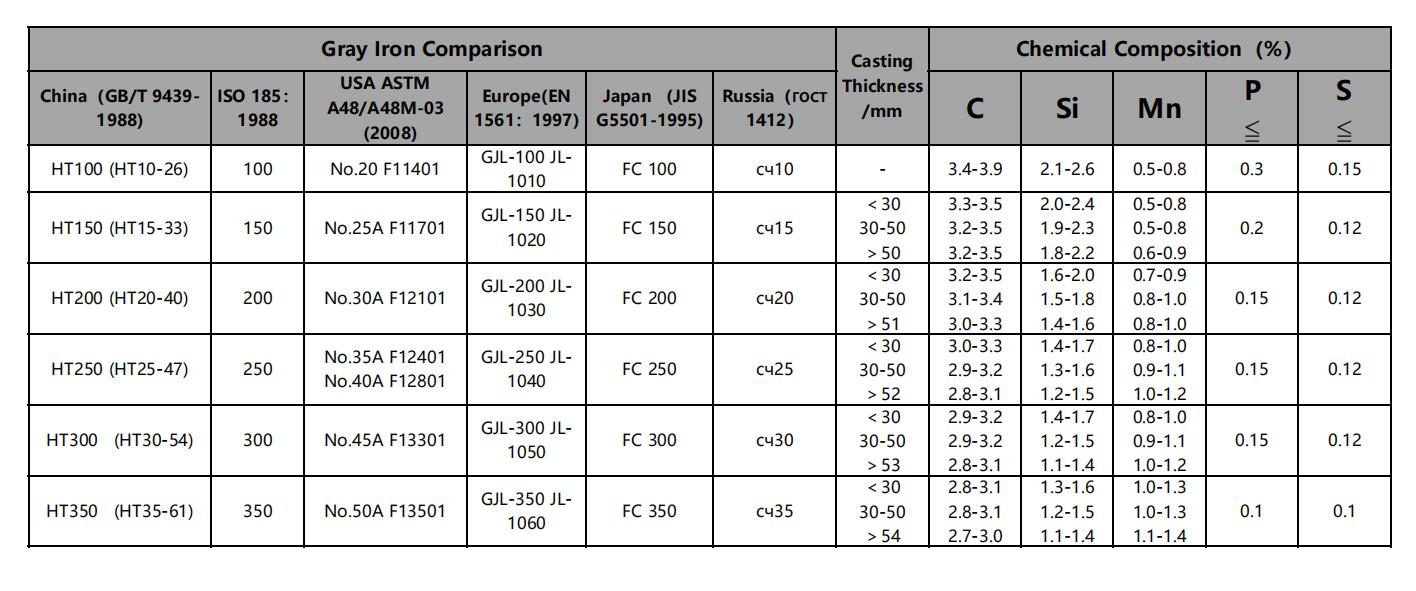
Azonban még mindig vannak különbségek a szürkevas öntvény részek és a gömbgrafitos öntöttvas alkatrészek között.Szürkevas homoköntésleggyakrabban olyan összetett formák készítésére használják, amelyeket egyébként nehéz vagy gazdaságtalan lenne más fémformázó eljárással elkészíteni. Könnyű megmunkálhatóságának, nagy nyomószilárdságának, jobb hővezető képességének és kiváló rezgéselnyelésének köszönhetően a szürkeöntvény nagyon sokáig az egyik legszélesebb körben használt öntvényfém, még a jelenlegi ipari gyártásban is. A széntartalom messze a legfontosabb eleme a szürkevasnak (általában 2–4%) a szakítószilárdság és a megmunkálhatóság megteremtésében. Amikor az olvadt öntöttvas a széncsapadék egy részét grafitként megszilárdítja, apró, szabálytalan pelyheket képezve a fém kristályszerkezetében, ami javítja az öntöttvas kívánatos tulajdonságait, a pelyhek megbontják a kristályszerkezetet, ami az öntöttvas jellegzetes ridegségéhez vezet.
A szürkeöntvény fejlődését elsősorban a nagy szilárdság vezérli. A múltban a szürkeöntvény teljesítményének javításának fő módja az oltás volt. Az elmúlt években a fő megközelítés az ötvözésre való összpontosítás, és az öntési teljesítmény javítása érdekében sok szürkevas öntöde használ nagyobb szén-egyenértékkel rendelkező öntöttvasat. Ez különösen fontos az alacsony ötvözetű öntöttvas esetében. Ezért a szürkeöntvény alkalmas anyag a motorblokk, a gépház, a gépalap, az ellensúlyok, a tűzhely alkatrészek, a kazán alkatrészek, a szivattyúhéjak és így tovább vasöntvény alkatrészeinek előállítására.
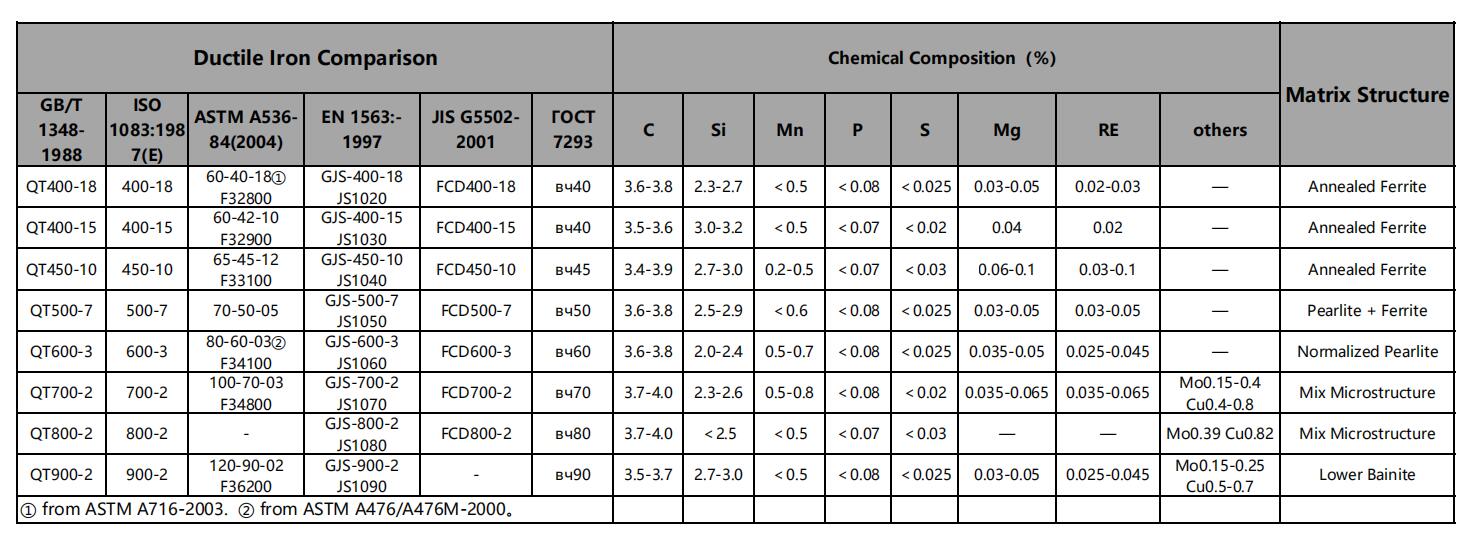
A gömbgrafitos öntöttvas tervezési rugalmasságot és alacsonyabb gyártási költségeket kínál a hegesztett termékekhez és kovácsolt anyagokhoz képest. A gömbgrafitos öntöttvas mikroszerkezetében a grafit pelyhek helyett gömb alakú csomókká alakul, így gátolja a repedések kialakulását és biztosítja az ötvözet nevét adó fokozott alakíthatóságot. A gömbgrafitos vas nagyobb szakítószilárdsággal és szívóssággal rendelkezik, hasonlóan az acélhoz.Hajlékonyvas öntvényekszámos tulajdonsággal rendelkeznek, azonban nem mindig a legköltséghatékonyabb alternatíva más vasötvözetekhez képest. Ezenkívül a gömbgrafitos vasak széles körben használatosak számos feldolgozóiparban, beleértve a mezőgazdaságot, az autógyártást, a hidraulikát, a vasúti vonatokat, a kereskedelmi teherautó- és a repülőgépiparban.

Feladás időpontja: 2021. január 27