



Szürke öntöttvas termékek általhomokformába öntési eljárásés CNC megmunkálás.
A szürkeöntvény nevét a keletkező törés szürke színéről kapta. A szürkeöntvényt olyan házakhoz használják, ahol az alkatrész merevsége fontosabb, mint a szakítószilárdsága, mint például belső égésű motorok hengerblokkjai, szivattyúházak, szeleptestek, elektromos dobozok, ellensúlyok és díszöntvények. A szürkeöntvény nagy hővezető képességét és fajlagos fejkapacitását gyakran használják ki öntöttvas edények és tárcsafékező rotorok készítésére.
A grafitos mikrostruktúra előállítására jellemző kémiai összetétel 2,5-4,0 tömeg% szén és 1-3 tömeg% szilícium. A grafit a szürkevas térfogatának 6-10%-át foglalhatja el. A szilícium fontos a szürkevas előállításához, szemben a fehér öntöttvassal, mivel a szilícium grafitstabilizáló elem az öntöttvasban, ami azt jelenti, hogy segíti az ötvözet grafit előállítását vaskarbidok helyett; 3% szilíciumnál szinte egyáltalán nem tartanak szenet a vassal kémiai kombinációban.
A grafit háromdimenziós pehely alakját veszi fel. Két dimenzióban, ahogy mikroszkóp alatt egy csiszolt felület jelenik meg, a grafitpelyhek finom vonalakként jelennek meg. A pelyhek hegyei már meglévő bevágásként működnek; ezért törékeny. A grafitpelyhek jelenléte a szürkevasat könnyen megmunkálhatóvá teszi, mivel könnyen megrepednek a grafitpelyheken. A szürkevas is nagyon jó csillapító képességgel rendelkezik, ezért többnyire szerszámgépek rögzítésének alapjaként használják.
Szürke öntöttvas mechanikai tulajdonságok | |||||||
| DIN EN 1561 szerinti cikk | Intézkedés | Egység | HU-GJL-150 | HU-GJL-200 | HU-GJL-250 | HU-GJL-300 | HU-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Szakítószilárdság | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0,1% hozamerősség | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Megnyúlás erőssége | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Nyomószilárdság | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% nyomószilárdság | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Hajlító szilárdság | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Nyírófeszültség | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Rugalmassági modulok | E | GPa | 78-103 | 88-113 | 103-118 | 108-137 | 123-143 |
| Poisson szám | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Brinell keménység | HB | 160-190 | 180-220 | 190-230 | 200-240 | 210-250 | |
| Hajlékonyság | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| Feszültség és nyomásváltozás | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Törőerő | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Sűrűség | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
A homoköntéshez zöld homokot (nedves homokot) vagy száraz homokot használnak az öntőrendszerek kialakításához. A zöld homok öntés a történelemben használt legrégebbi öntési eljárás. A forma elkészítésekor fából vagy fémből készült mintákat kell készíteni az üreges üreg kialakításához. Az olvadt fém ezután az üregbe öntve lehűlés és megszilárdulás után öntvényeket képez. A homoköntés olcsóbb, mint más öntési eljárások mind a formafejlesztés, mind az egységöntési alkatrész esetében. A homoköntés mindig a zöld homoköntést érti (ha nincs külön leírás). Napjainkban azonban a többi öntési folyamat is a homok felhasználásával készül a forma. Saját nevük van, mint plhéjforma öntés, furángyantával bevont homoköntés (sütéses típus nélkül),elveszett hab öntésés vákuumöntés.
Homoköntési képességek az RMC Öntödében | ||
| Leírás | Kézi öntés | Öntés automata gépekkel |
| Az öntvények maximális mérete | 1500 mm × 1000 mm × 500 mm | 1000 mm × 800 mm × 500 mm |
| Öntési súlytartomány | 0,5 kg - 1000 kg | 0,5 kg - 500 kg |
| Éves kapacitás | 5000 tonna - 6000 tonna | 8000 tonna - 10000 tonna |
| Casting tolerancia | Kérésre vagy szabvány (ISO8062-2013 vagy GB/T 6414-1999) | |
| Öntőanyagok | Zöld homok, gyantával bevont homok | |
| Fémek és ötvözetek öntése | Szürkevas, gömbgrafitos öntöttvas, öntött acél, rozsdamentes acél, alumíniumötvözetek, sárgaréz, bronz... stb. | |
A homoköntés előnyei:
- ✔ Alacsonyabb költség olcsó és újrahasznosítható öntőanyagainak és egyszerű gyártóberendezéseinek köszönhetően.
- ✔ Széles súlytartomány 0,10 kg-tól 500 kg-ig vagy még nagyobb.
- ✔ Különféle szerkezetek az egyszerű típustól az összetett típusig.
- ✔ Különböző mennyiségű gyártási igényekhez alkalmas.
A homoköntvényekkel elért tolerancia:
Az öntési tűrések méretbeli öntési tűrésekre (DCT) és geometriai öntési tűrésekre (GCT) vannak felosztva. Öntödénk szívesen beszél Önnel, ha különleges kérése van a szükséges tűréshatárokkal kapcsolatban. Az alábbiakban bemutatjuk azokat az általános tűréshatárokat, amelyeket zöldhomoköntéssel, héjformás öntéssel és sütés nélküli furángyanta homoköntéssel érhetünk el:
- ✔ DCT fokozat zöld homoköntéssel: CTG10 ~ CTG13
- ✔ DCT fokozat Shell formaöntéssel vagy furángyanta homoköntéssel: CTG8 ~ CTG12
- ✔ GCT fokozat zöld homoköntéssel: CTG6 ~ CTG8
- ✔ GCT fokozat Shell formaöntéssel vagy furángyanta homoköntéssel: CTG4 ~ CTG7
Fém és ötvözetek minősége homoköntési eljárásokhoz | |
| Fémek és ötvözetek | Népszerű fokozat |
| Szürke öntöttvas | GG10-GG40; GJL-100 ~ GJL-350; |
| Képlékeny (Nodualar) öntöttvas | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Ausztempered gömbgrafitos öntöttvas (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Szénacél | C20, C25, C30, C45 |
| Ötvözött acél | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Rozsdamentes acél | Ferrites rozsdamentes acél, martenzites rozsdamentes acél, ausztenites rozsdamentes acél, csapadékkeményedés rozsdamentes acél, duplex rozsdamentes acél |
| Alumíniumötvözetek | ASTM A356, ASTM A413, ASTM A360 |
| Sárgaréz / réz alapú ötvözetek | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Szabvány: ASTM, SAE, AISI, GOST, DIN, EN, ISO és GB | |

-
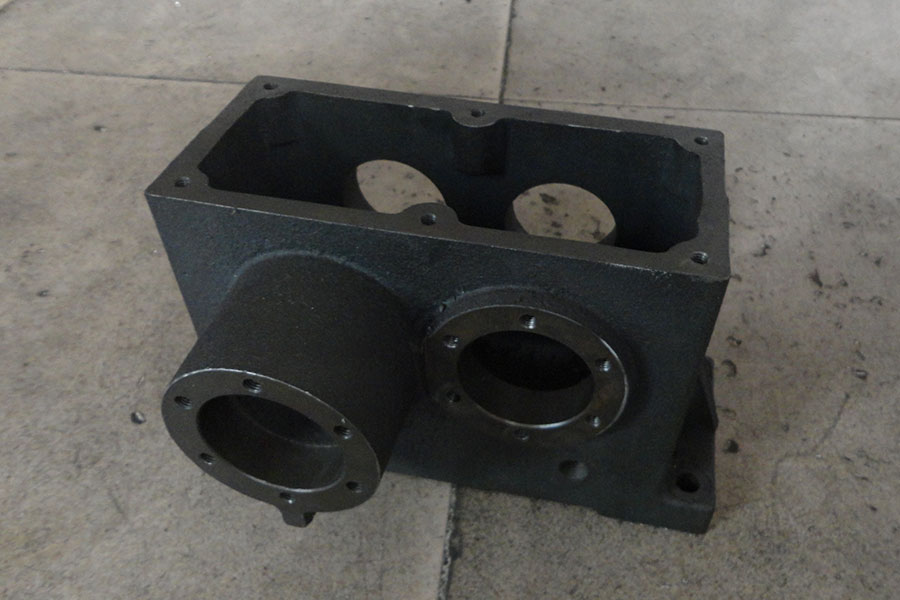
Szürke öntöttvas homoköntő termék
-
Szürke öntöttvas héjöntő termék
-
OEM szürkeöntvény öntvény
-
Ötvözött acél műgyanta bevonatú homoköntő főtengely
-
Ötvözött acél homoköntvények
-
Ötvözött acél teherautó-alkatrészek homoköntéssel és CNC-vel...
-
Szénacél homoköntő cég
-
Öntött acél homoköntés
-
Alumíniumötvözet homoköntés








