
In befektetési öntés,formát vagy másolatot alakítanak ki (általában viaszból), és egy fémhengerbe helyezik, amelyet lombiknak neveznek. A viaszforma körül nedves vakolatot öntünk a hengerbe. A vakolat megszilárdulása után a viaszmintát és vakolatot tartalmazó hengert kemencébe helyezzük, és addig melegítjük, amíg a viasz teljesen el nem párolog. Miután a viasz teljesen kiégett (viasztalanítás), a lombikot kivesszük a sütőből, és a viasz által hagyott üregbe olvadt fémet (általában ötvözött acél, rozsdamentes acél, sárgaréz stb.) öntünk. Amikor a fém lehűlt és megszilárdult, a vakolat letörik, és a fémöntvény láthatóvá válik.
Az öntés nagyon hasznos szobrászati tárgyak vagy bonyolult geometriájú mérnöki formák létrehozásához fémben.Alkatrészek öntése egyedi megjelenésük van, egészen más, mint a megmunkált alkatrészek. Néhány nehezen megmunkálható alakzat könnyebben kiönthető. A legtöbb forma esetében kevesebb az anyagpazarlás is, mivel a megmunkálással ellentétben az öntés nem kivonó folyamat. Az öntéssel elérhető pontosság azonban nem olyan jó, mint a megmunkálás.
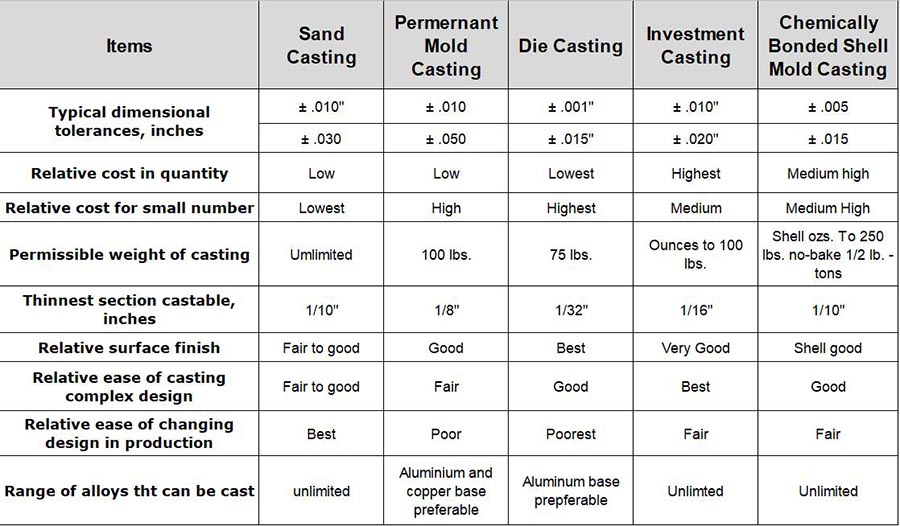
Mikor érdemes a befektetési öntést és mikor a homoköntést választani?
A befektetési öntés egyik nagy előnye, hogy lehetővé teszi a minta alávágását, míg a homoköntés nem. Inhomok öntés, a mintát csomagolás után ki kell húzni a homokból, míg a befektetési öntésnél a minta hőtől elpárolog. Üreges öntvények és vékonyabb szelvények is könnyebben készíthetők befektetett öntéssel, és általában jobb felületminőség érhető el. Másrészt a befektetési öntés sokkal időszerűbb és költségesebb folyamat, és alacsonyabb sikerarányú lehet, mint a homoköntésnek, mivel a folyamat több lépésből áll, és több lehetőség van arra, hogy a dolgok rosszul süljenek el.
Feladás időpontja: 2020. december 18